
DC Machine is the biggest machining company you may never have heard of. However, you are likely familiar with Palmetto State Armory, located in Columbia, South Carolina. PSA is one of the fastest-growing gun companies in the history of ever. While the operate a handful of retail stores, they sell lots and lots of guns and shooting gear across the country online and through other retail outlets. As it so happens, Palmetto State Armory and DC Machine are sister companies. I recently had the opportunity to tour the DC Machine operation and get a first-hand look at how quality barrels are made.

Before we get started, I should mention that we’re not talking some small operation here. While I don’t want to get too specific about company secrets, I will say that the company produces more than “hundreds” of barrels daily. A lot more. Does that give you a picture? I was stunned by the volume pouring out of this Summerville, South Carolina manufacturing plant.
Without further delay, let’s embark on a pictorial tour of how DC Machine produces the barrels you and I see in the market.

The raw materials for barrel manufacture show up at the back door as steel bar stock like this. You’ll see different lengths of these as it doesn’t make sense to cut unnecessary material when making a shorter barrel.

You’ll notice that some raw material stock bars are different colors. This is on purpose. DC Machine has their suppliers coat the raw material with different color finishes to denote the specific type of steel of each bar. It doesn’t matter to you as the finish is machined away during the process, but it helps the production line ensure that the right steel is used on the right barrel.

Step one in the process is to drill out the bore. There’s no rifling at this stage, just a smooth hole of the correct diameter for the final caliber. From this point on, the reference point for machining operations is the bore itself. All exterior material is machined away using the “hole” as a guide.
DC Machine uses a top-secret button rifling process to wring maximum consistency and accuracy out of the barrels. I was able to watch a few being made and was stunned by the smoothness and speed of the operation. Sorry, we can’t show it here. Trade secret!

Again using the bore as the guide, the barrel blanks are “trued up” by trimming away all excess material that is not perfectly aligned with the bore. The result is a perfect cylinder with the bore in the absolute center. This helps with machining the final barrel contours later in the process.

Next up more material is removed and the contours of the final barrel begin to take shape.
During the process from first step on, each machine and step is closely monitored by quality control and the results show up in real-time on plant floor monitors. In fact, Quality Engineer Mark Petty gets notifications on his smartphone the second anything in the process starts to drift away from strict tolerances.

At this stage, the breech end of the barrels are threaded for attachment of the barrel extension and chambers are cut.
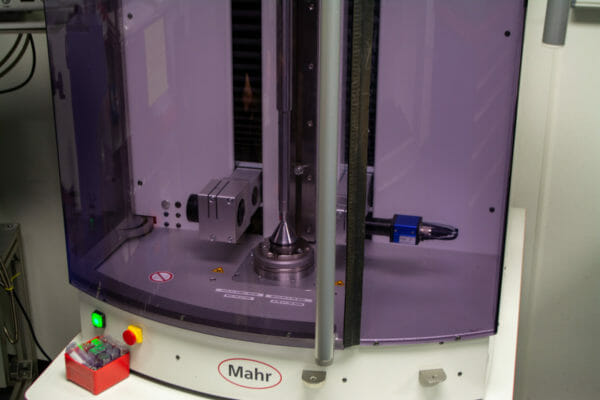
Once barrels start to take shape, they’re tested by a laser inspection machine like this one to ensure that all tolerances are far, far better than mil-spec. Close inspection like this helps the production team know exactly when a certain toolhead in a certain machine needs maintenance or replacement.

If you look closely at the two barrels on top, you’ll see the one on the left has an unfinished muzzle. On the right you can see the crown of the muzzle has been cut. The idea is to make sure that the internal rifling comes to an abrupt and perfectly clean and smooth end. The tiniest burr or imperfection can harm accuracy as this is the last contact a moving bullet has with the barrel.

DC Machine also makes barrel extensions. Lots and lots of them.

Once the barrel extensions are attached, the process is almost complete.
Live Inventory Price Checker

|
PSA AR-15 Barrel 5.56 NATO 16" M4 Carbine-Length Nitride - 7782393 | Palmetto State Armory | $ 149.99 |
|

|
PSA AR-15 Barrel 10.5'' 5.56 NATO 1:7 Carbine-Length CHF A2 Profile | Palmetto State Armory | $ 299.99 |
|

|
PSA AR-15 Barrel 16" 5.56 NATO 1:7 Mid-Length Stainless Steel - 7782785 | Palmetto State Armory | $ 139.99 |
|

|
PSA AR-15 Barrel 5.56 NATO 16" M4 Carbine-Length Nitride - 7782393 | Palmetto State Armory | $ 149.99 |
|
The barrels have been monitored, measured, and lasered for quality control throughout the process. At the very end of the line, just before packaging, is a final visual inspection and hand buffing to remove any rough spots on the exteriors from the machining process.

Part of the reason that DC Machine can produce so many quality barrels per day is the investment in automated computer-controlled machining equipment. Most steps in the process have some way of working on multiple parts of the same type concurrently. Those that don’t have automated feed systems, like this, to process parts as quickly as possible.
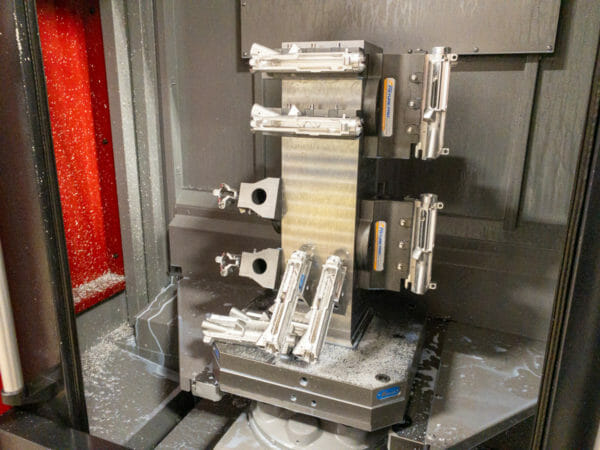
This single milling machine is cutting eight upper receivers in one operation. By changing out eight parts at once, the operator can produce far more receivers per hour.

DC Machine receives forged aluminum upper receiver blanks. Once in this plant, they’re machined to final completion.

Note now many toolheads are in the conveyor of this single machine. It extends almost to the floor. The more a single machine can do, the fewer changes from machine to machine. That leads to better consistency and higher production throughput.
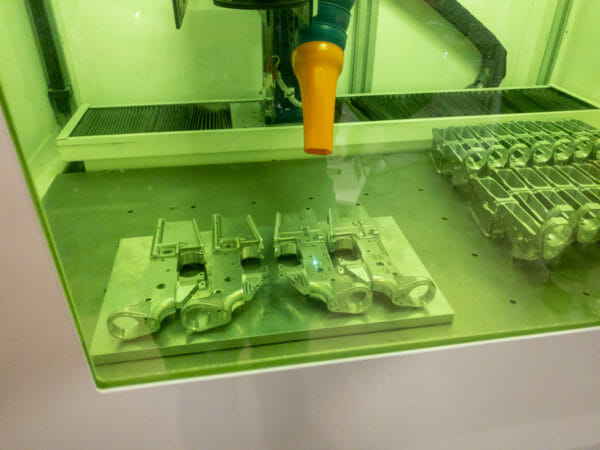
Ever wondered how that receiver engraving is done? Right here in the laser engraving department. Using the laser is not only fast and precise, it allows for easy changes to the engraving design from batch to batch.

DC Machine and Palmetto State Armory often product “meme engravings” on AR lower receivers. This one benefits the Virginia gun rights movement. You might notice the “Lady Freedom” is wearing night-vision goggles, toting an AR-15, and standing on a tyrant.

Sales Manager and Quality Engineer Mark Petty literally has this indoor rifle testing range in his office. If there are questions, or if he simply wants to field test production quality, he can do it right here.
The modern manufacturing process is stunning. This is exactly how the folks at Palmetto State Armory can produce and sell quality rifles at reasonable prices. One of the most fun parts of the tour was seeing Mark’s bragging collection. He showed me a couple of custom barrels (I won’t mention the names, but they’re expensive) that he won, betting on the accuracy of a standard DC Machine barrel versus that of one listing at five times the price. That’s good stuff for you and me.
About
Tom McHale is the author of the Practical Guides book series that guides new and experienced shooters alike in a fun, approachable, and practical way. His books are available in print and eBook format on Amazon. You can also find him on Facebook, Twitter, Instagram and Pinterest.
GOD bless Palmetto State Armory, and ALL other AR manufacturers making affordable and quantity rifles for American Citizens!!!
I have never, repeat never been disappointed in any PSA product. I purchased a “blemished” upper for my brother at an incredible price. We used a magnifying glass and could not find a single so-called blemish! If there were any they were hiding some place completely out of sight!
I, too, have never been disappointed with any PSA product that I’ve purchased. The quality and reliability have been unbelievable. I’m sold on this company!
Very proud to know that so many of America’s modern ‘musket’ barrels are manufactured right here in our hometown. We trust PSA and have a quality PSA AR-15.
No complaints of the accuracy of the PSA products’ couple are what I refer to as exceptional.
I just did a build of a 300BLK using a PSA upper and with a lower kit, the fit and finish was excellent, and OMG the trigger was beautiful, clean crisp, minimal take up and reset. Accuracy was very good, offhand at 38 yards.
I do believe in the early days PSA sourced their barrels from FN-USA (now FN America) which is also in Columbia, SC. HQ in McLean, Va and manufacturing in South Carolina.
I have an 11.5″ pistol build and am extremely pleased with the rifle. As others mention, fit and finish were spot on. I think this article shows clearly that PSA deserves more respect for the quality of the product they are putting out.
Great article, seems PSA has made the cash to own their own barrel making facility,(except for CHF model barrels.
(FN duplicates), I assume the FN’s CHF’s are now marked as PSA CHF also.
You ran this same story back in January of this year. Must be a slow news day?
I own several PSA firearms. I would say they are capable, but not exceptional. But they don’t kill a bank account, either, so there’s that.
Maybe I’m gittin where I can’t see as well anymore, mid 70’s, but I didn’t see when they drilled the gas port, before the barrel extension or after the barrel extension?